Elipse E3 reduces spending in STIHL’s cylinders’ hard chrome plating
Elipse Software's solution allows only nine operators per shift to control all plating stages, held in a 65,000-square-foot factory area

Needs
With products designed for forestry, farming, gardening, home, and construction, Stihl offers an extensive line of portable powered tools that can be found in over 2,400 sales outlets throughout Brazil. Locally headquartered in São Leopoldo (southern Brazil), the company has over 2000 employees, being the national leader in this market.
In order to obtain a broad view of the chrome plating process of their cylinders (motorized pieces that integrate the company’s equipment), Stihl decided to use Elipse E3, a solution created by Elipse Software. To implement the system, the company was aided by CRK Industrial Automation, which specializes in industrial automation and in manufacturing special machines.
Since 1991, CRK has worked in the areas of software development, electrical and electronic design, control panels’ assembly, and machine tools’ installation. It also features services such as mechanical assembly, machining, and manufacturing special electronic devices for process control services.

Figure 1. Cylinder before being plated
Solutions
Hard chrome plating is the process where chrome comes in contact with the cylinder’s inner chamber, making it more resistant to the continuous friction exerted by the piston. The chrome plating process is carried out in two facilities located in the Brazilian Stihl headquarters, in São Leopoldo (RS): plating line 2 is located in the first building, and plating line 3 in the other one. Both occupy a factory area of 65 thousand square feet, which is controlled via nine operators per shift: six of them in line 2, and three of them in line 3.

Figure 2. Plating line 3 (interior)
Elipse E3’s automation system enables operators to monitor and control all phases and devices related to the plating process, among which are pumps, responsible for sending chemical reagents to the plating lines. The software allows the operator to monitor these pumps’ statuses via screen, where green means connected, red stands for manual mode, and yellow indicates maintenance mode. In addition, the operator can see how long each pump is on operation, maintenance, or sleep modes.
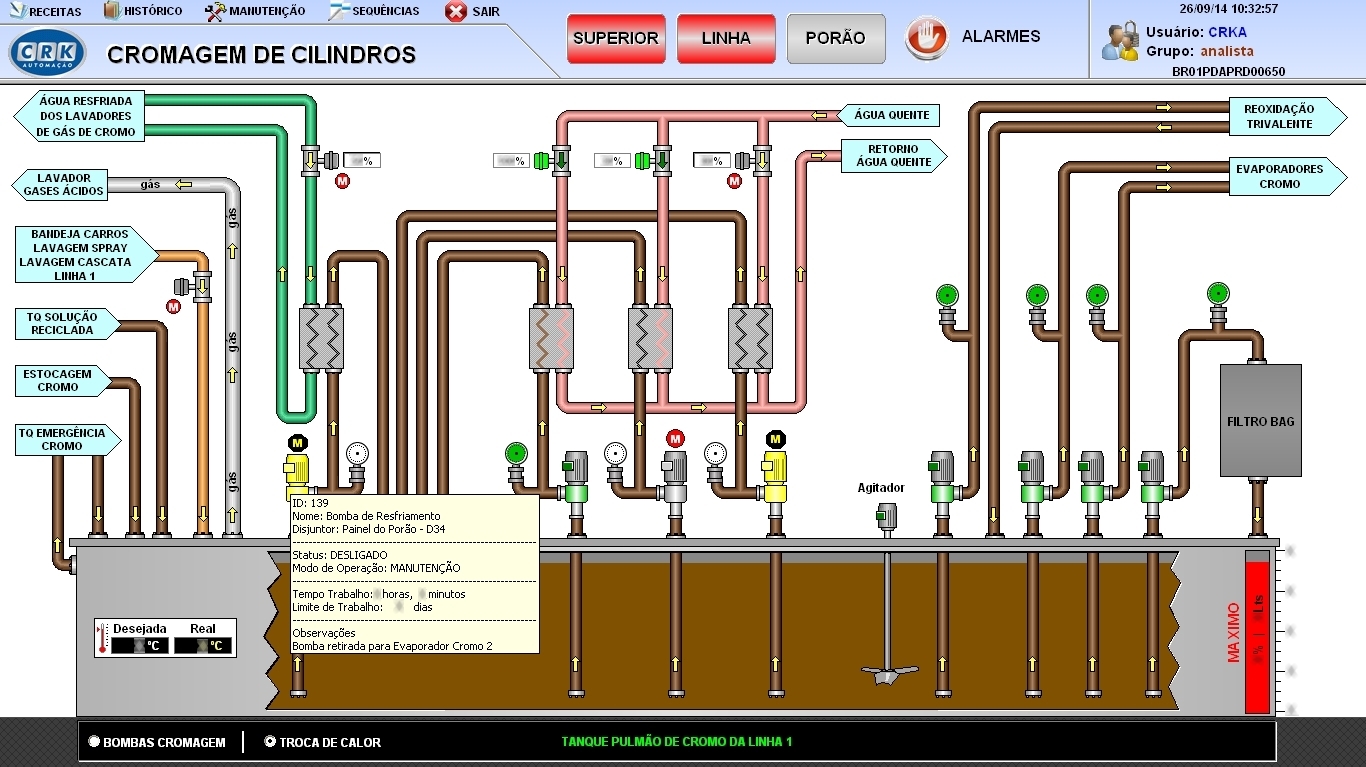
Figure 3. The screen indicates that pump 139 is turned off and on maintenance mode
Another feature offered by the software is temperature and pH level control in the tanks where cylinders are chemically bathed in preparation for the chrome plating, via the reagents sent by the pumps. In addition, E3 allows monitoring tanks where ionic and cationic exchanges are carried out, which are processes whose function is to clean and purify the reagents used in chemical baths so that they can be reused without any contaminants.
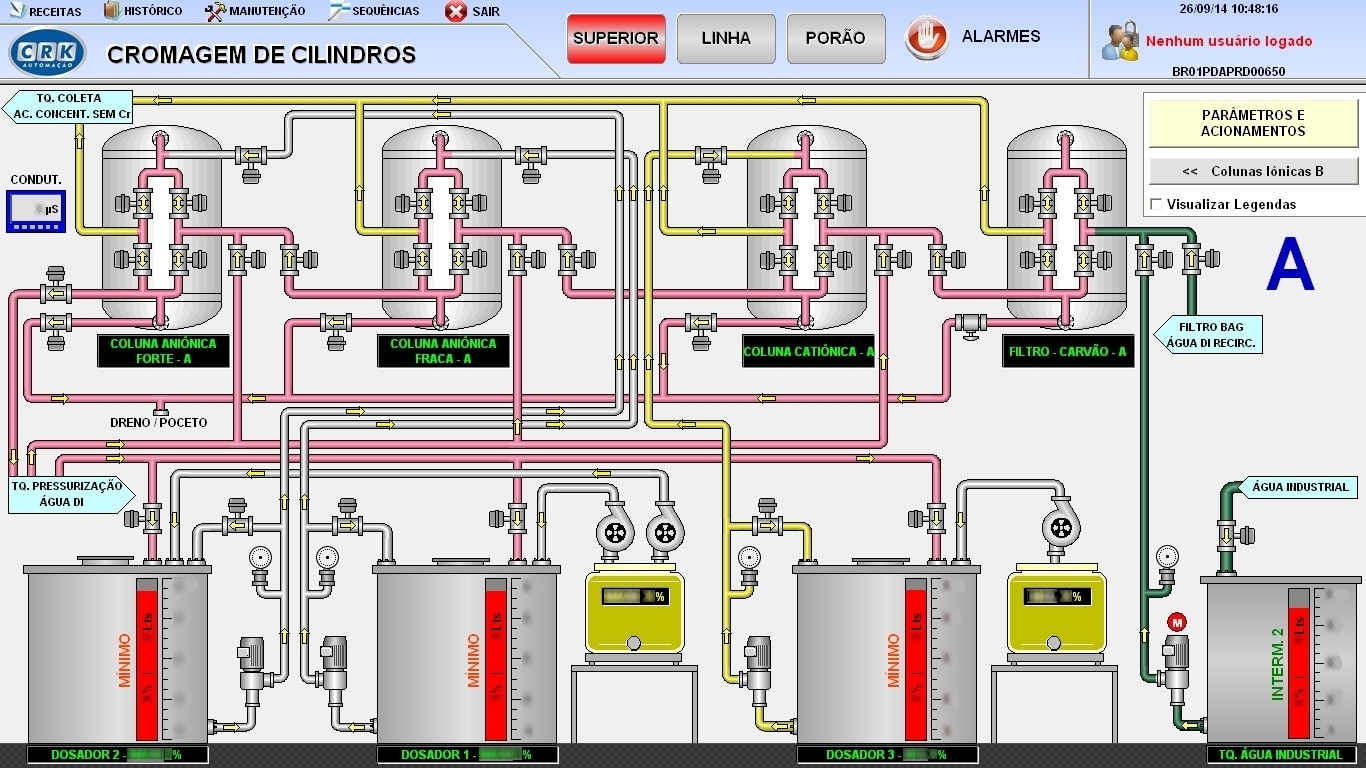
Figure 4. Viewing screen of the ionic and cationic exchanges system
As previously mentioned, Elipse E3 enables operators to have broad control over all stages of the plating process, carried out at three factory levels (basement, plating, and higher). In the initial phase, the parts with cylinders to be plated are deposited in baskets, where they are washed and prepared before being stored in devices called flightbars.
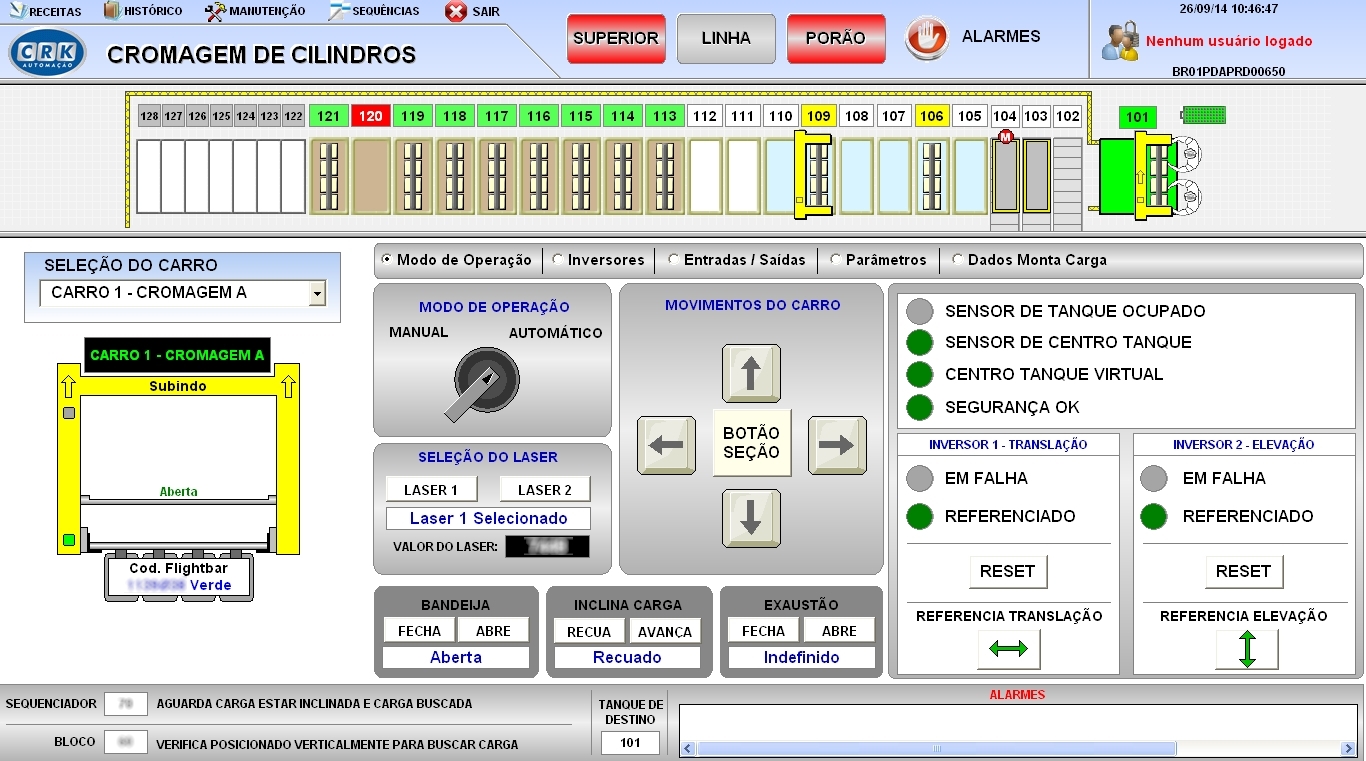
Figure 5. Manual or remote control for cars that carry flightbars
All parts deposited in the same flightbar are plated similarly via rectifiers. These devices inject electrical current and voltage in the part, causing the electrodeposition phenomenon, which consists in solidifying the diluted chrome and subsequently adhering the metal to the cylinder. The rectifier’s calibration, voltage, and current, as well as the flightbars’ movement, are monitored and parameterized by E3.
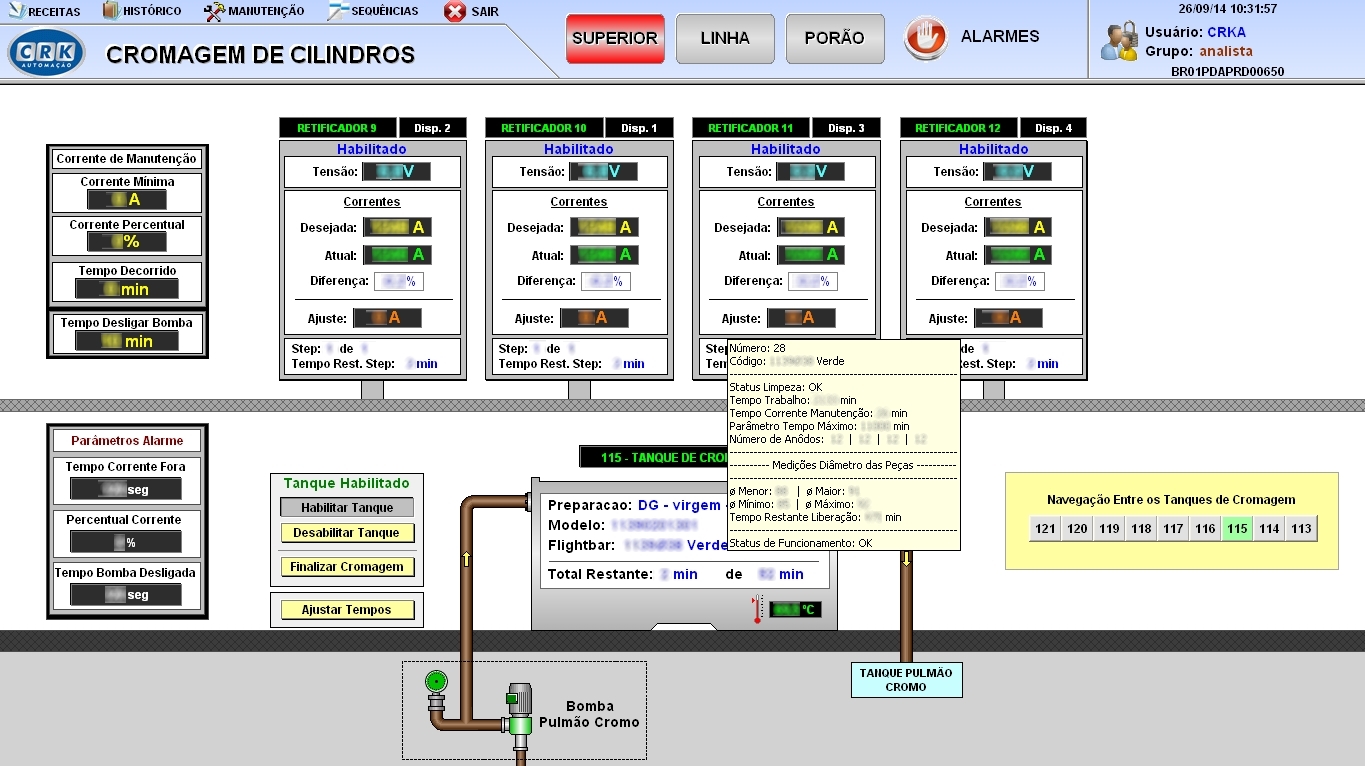
Figure 6. Screen displaying current and voltage measures issued by rectifiers, among other variables related to the plating being held at tank 115
The same control exercised over the pumps also goes for the rectifiers, where the white icon means that the device is off, the green one means it’s on, and the red one indicates that it is on alarm mode. If the user wishes to view more details about an alarm, they simply need to access the alarms level screen to check if the problem is critical or not.
Elipse E3’s alarm system alerts operators when any occurrence is verified on the plating lines. For example, each piece has a time limit to remain in the place where the chemical baths take place. If this time is exceeded, the system reports which flightbar is displaying problems so that the maintenance team can decide, by the end of the process, if the pieces placed in it must be segregated or not.
The importance of this alarm system can be also seen in the tanks. Each tank has sensors that emit an alarm signal if the temperature marked inside is not within the standard range for chrome plating. Thus, the maintenance team can act to correct this failure more quickly and more efficiently, ensuring the quality of the process.
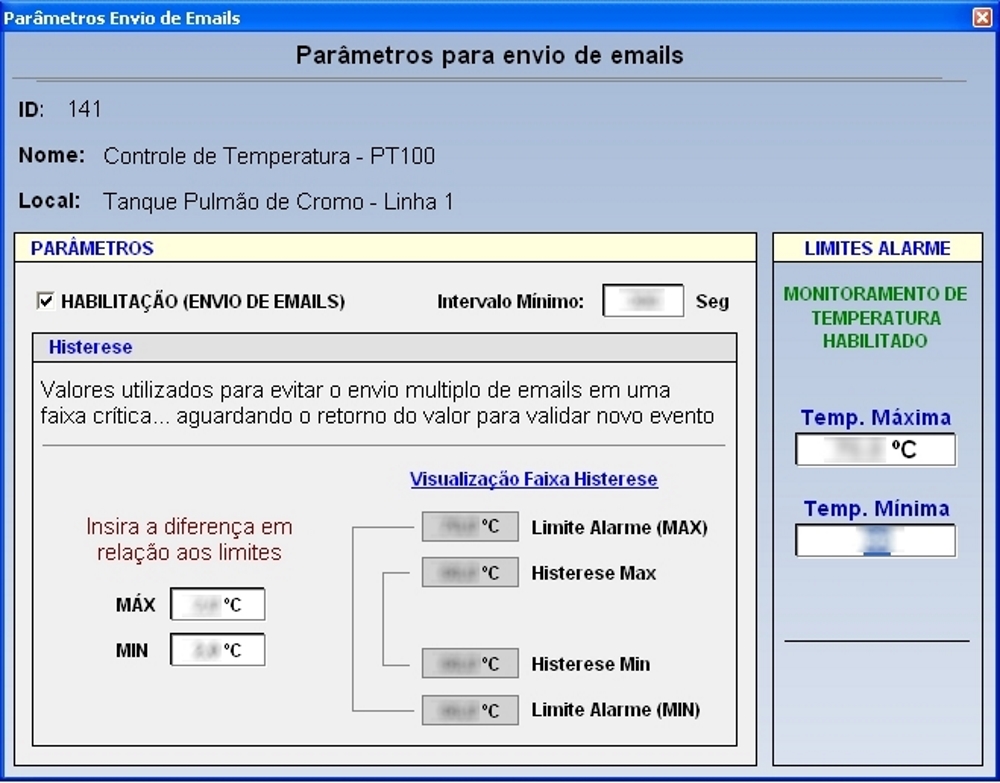
Figure 7. If the temperature inside this tank is not within the standard range, an alarm is triggered
Elipse E3 also allows monitoring the final diameter and thickness of each of the cylinders manufactured after the chrome has been electrodeposited, in order to check whether these can be used. This happens because this process increases the thickness of each piece and, consequently, it also reduces its internal diameter, and if these measures are non-standard, the cylinder won’t be able to be used.
Once the batch is finally manufactured, a label is printed by Elipse E3 with all the data regarding the production: temperatures observed in tanks where chemical baths are carried out, entry and exit time of each part, preparation time, alarms, model, deployed flightbar, currents, and the cylinder’s final diameter.
To further strengthen this control, the software allows monitoring all revenues of the models to be plated via histories and charts. On them, the operator has access to information about the model and the amount of manufactured parts, the date/time of production, flightbars and tanks deployed, maintenance and labor time, and temperature, among other variables related to the hard plating process.
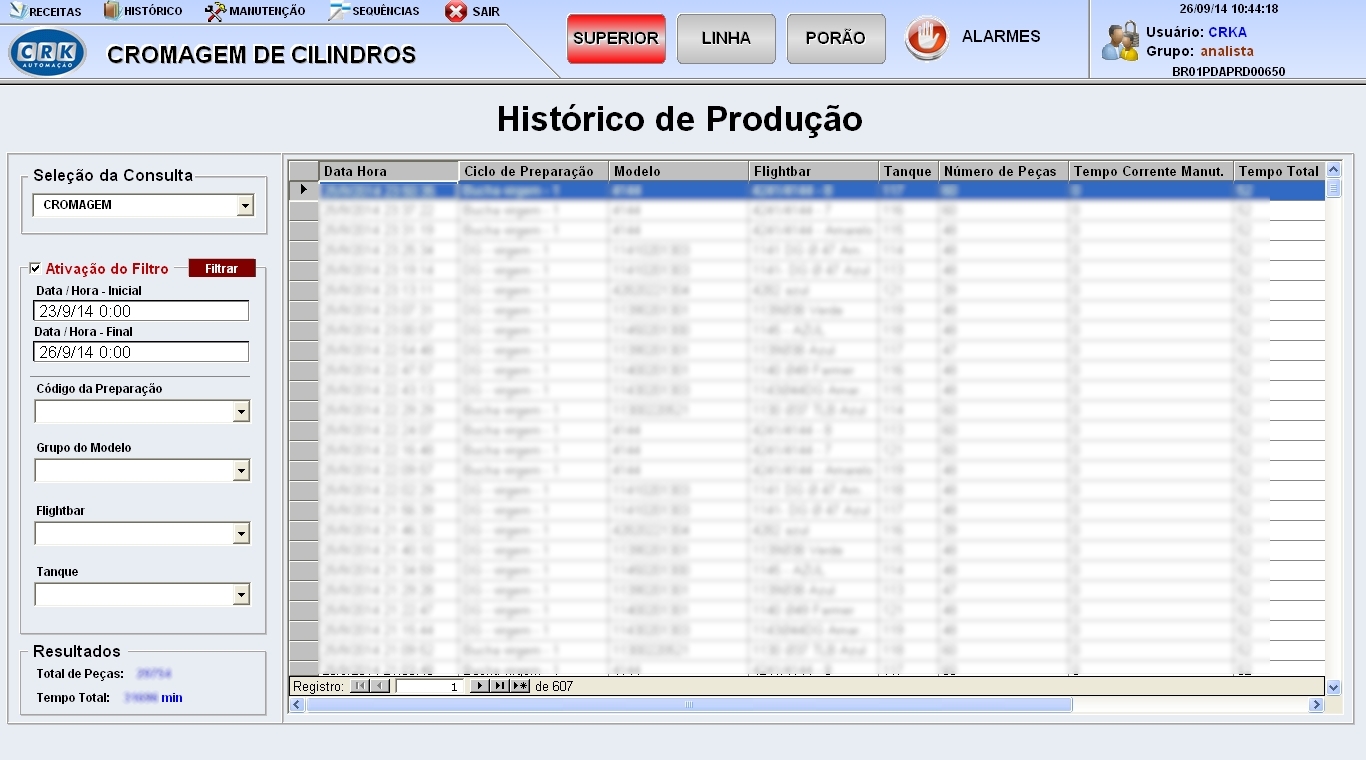
Figure 8. Production history
Notice that the entire production line, from chemical baths to chrome plating, follows the production order issued by the software, which is responsible for setting the intervals between each existing batch’s input and output. The goals of this control are to keep a batch from overlapping to another one and to avoid very large intervals between each manufacture, thus adding speed and organization to the process.
Finally, notice that Stihl handles the gases resulting from chemical reagents along the plating line, before they are released to the atmosphere. The same happens to the water used in the process, which is treated in a wastewater treatment plant, so that once purified, it can be reused in a new plating line.

Figure 9. Hoods used for treating air from the plating process before releasing it to the atmosphere
Benefits
- Reduced costs when purchasing the reagents used in the chemical baths of the chrome plating process.
- Less professionals needed to control the process.
- Broad overview of the chrome plating process via Elipse E3’s screens and revenues and alarms histories.
- Controlling the pumps responsible for sending both the liquid and reagents used in the preparation and plating stages.
- Monitoring temperatures and pH levels of the chemicals used in plating.
- Controlling electrical loads and voltages generated by the rectifiers.
- Controlling treatment of the gases resulting from the plating process before they are released to the atmosphere.
- Controlling treatment of the water used in the plating process so that once purified, it can be used in a new process.
- Alarm system that alerts operators of any occurrences throughout the process.
- Controlling cars and flightbars, which are devices used to transport the parts with the cylinders to be plated.
- Monitoring the thickness and inner diameter of the chrome cylinders in order to determine whether or not they may be used.
Datasheet
Client: STIHL Machinery Ltd.
System Integrator: CRK Industrial Automation Ltd.
Software : Elipse E3
Platforms: Windows 7 (64 bits) and Windows XP (32 bits)
Number of copies: 12
I/O points: 20,000
I/O driver: Simatic Net
