AV Manufacturing’s engine plant’s maintenance services now more agile due to Elipse E3
Elipse Software’s solution allows executing commands quickly, with no need for skilled labor, while tracing all productive processes at AVM’s automation engines plant
Needs
Created in June 2006, AV Manufacturing (AVM) offers products and services for supply and manufacture industries. Headquartered in Gravataí (in southern Brazil), the company has 150 employees and belongs to CEVA Logistics, one of the world’s largest supply chains management groups. In 2007, the company was awarded the ISO/TS 16949 certification, thus becoming a reference in QSB (Quality Basic System).
Among its services, AVM assembles engine models with different components. Whenever a new car model is released, the company needs to have new engines available and, consequently, new components too. For this purpose, AVM went to Elipse, so it could extend the functionalities of the existing Elipse E3 solution in the plant. To carry this project out, the company was aided by TagInfo Software and Hardware Training and Maintenance, which was responsible for expanding the application.
Solutions
This project’s automation system comprises a Rockwell Controllogix PLC, which uses Abcip driver, Atlas Copco and Stanley nutrunners, and tightness test and labels printing with barcode in a Zebra printer. The line is connected to a server by two optical fibers and a backup. The hardkey and the application server are both in this server. The line has two Viewers Control so that production leaders can interact with the process, and one Viewer Only, running in the office, so that managers can monitor the numbers in real time.
The process can be tracked down more reliably via screens in Elipse E3, thus ensuring higher quality to the final product. To do so, the software reads the engines’ components via a query in the company’s database, to make sure none of them features any kind of failure or usage restriction.
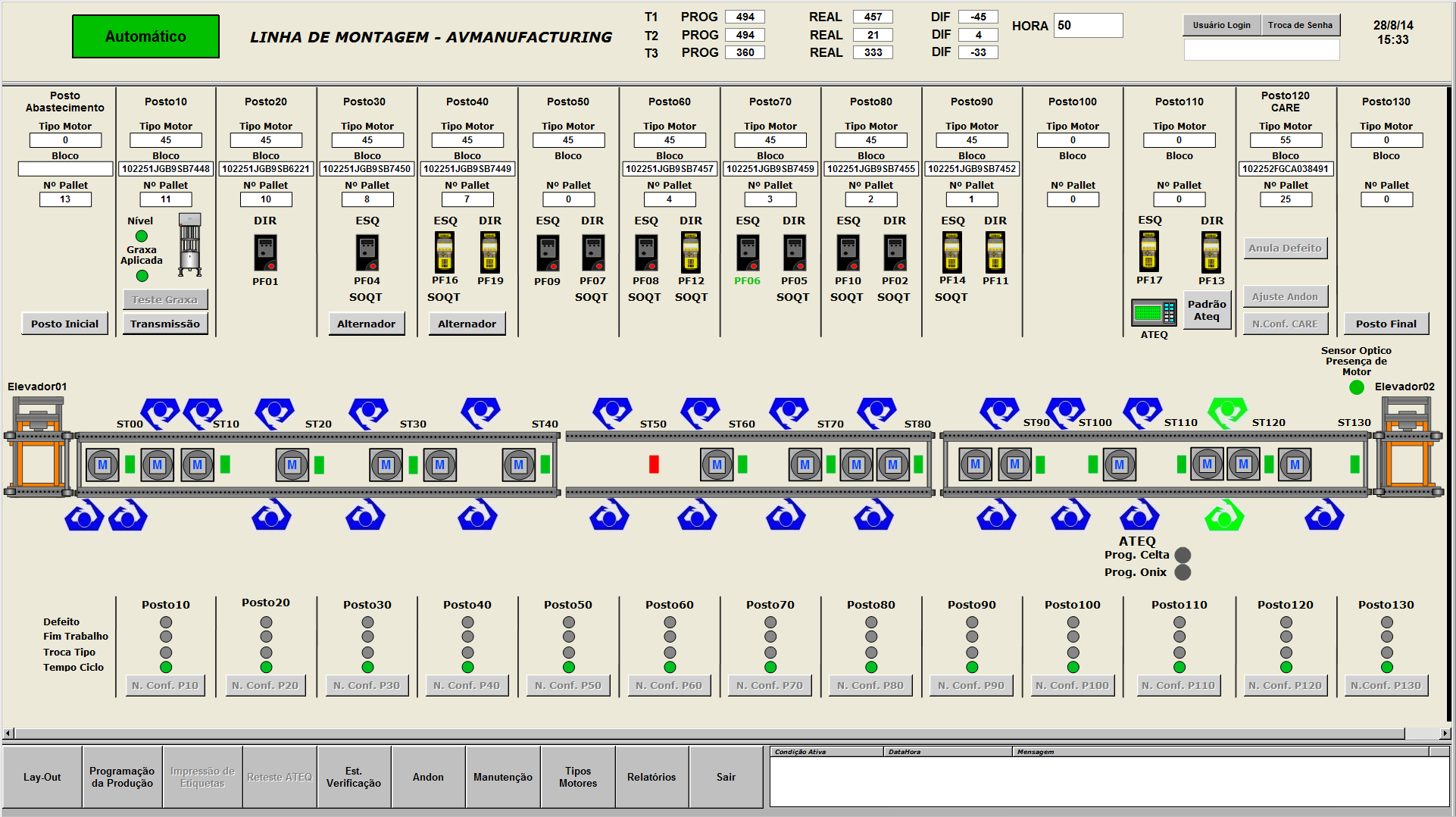
Figure 1. Engines assembly line’s control screen
AVM had to also be able to monitor “atypical” processes, such as tightness retest, label reprinting, and material segregation. Those processes can all be monitored via E3 screens, where it’s possible to view the username of the responsible for executing it, as well as the time it happened and the reason why it was executed.
Additionally, Elipse’s software allows controlling the speed of mat inverters and the actuators’ hand movements, as well as performing empty cycles for line tests. With it, it’s also possible to supervise the posts’ cycle time and to validate typing errors in the production records via scripts.
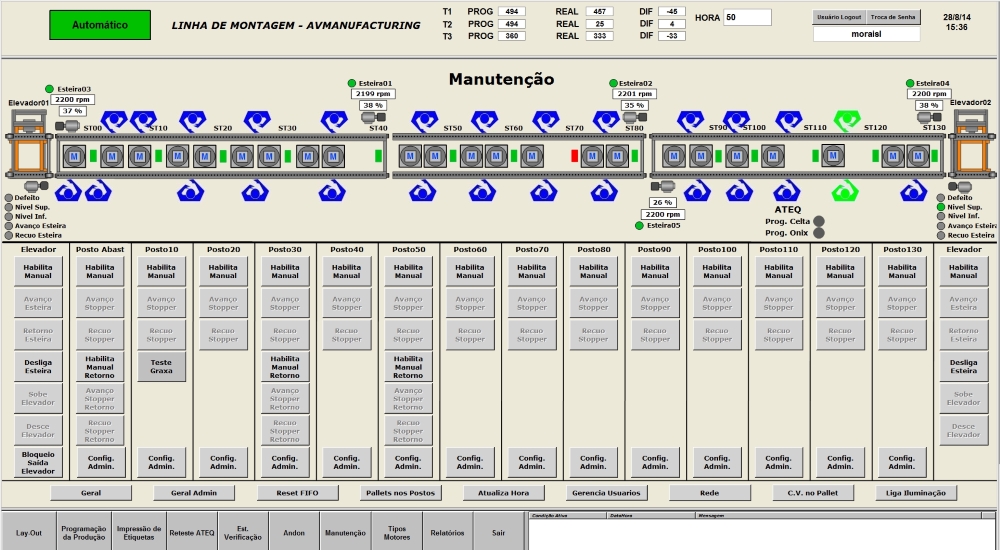
Figure 2. Through this screen, manual movements for maintenance tests, configurations, and parameterizations can all the executed
Another feature in this software is the ability to provide different poka yokes, which are programming logic operations set out to perform different production lines. Therefore, the company no longer needs to hire a company specialized in automation to set up any new programming required for manufacturing a new engine model, for example, since Elipse E3 has already made it available in its system.
This solution also enables and disables devices such as grips and sockets (tools for placing or removing screws), in addition to changing alternators, compressors, and transmission systems (engine components). It also allows choosing the program and the electronic tightening tool, as well as the specific amount of torques to manufacture each engine on the line.
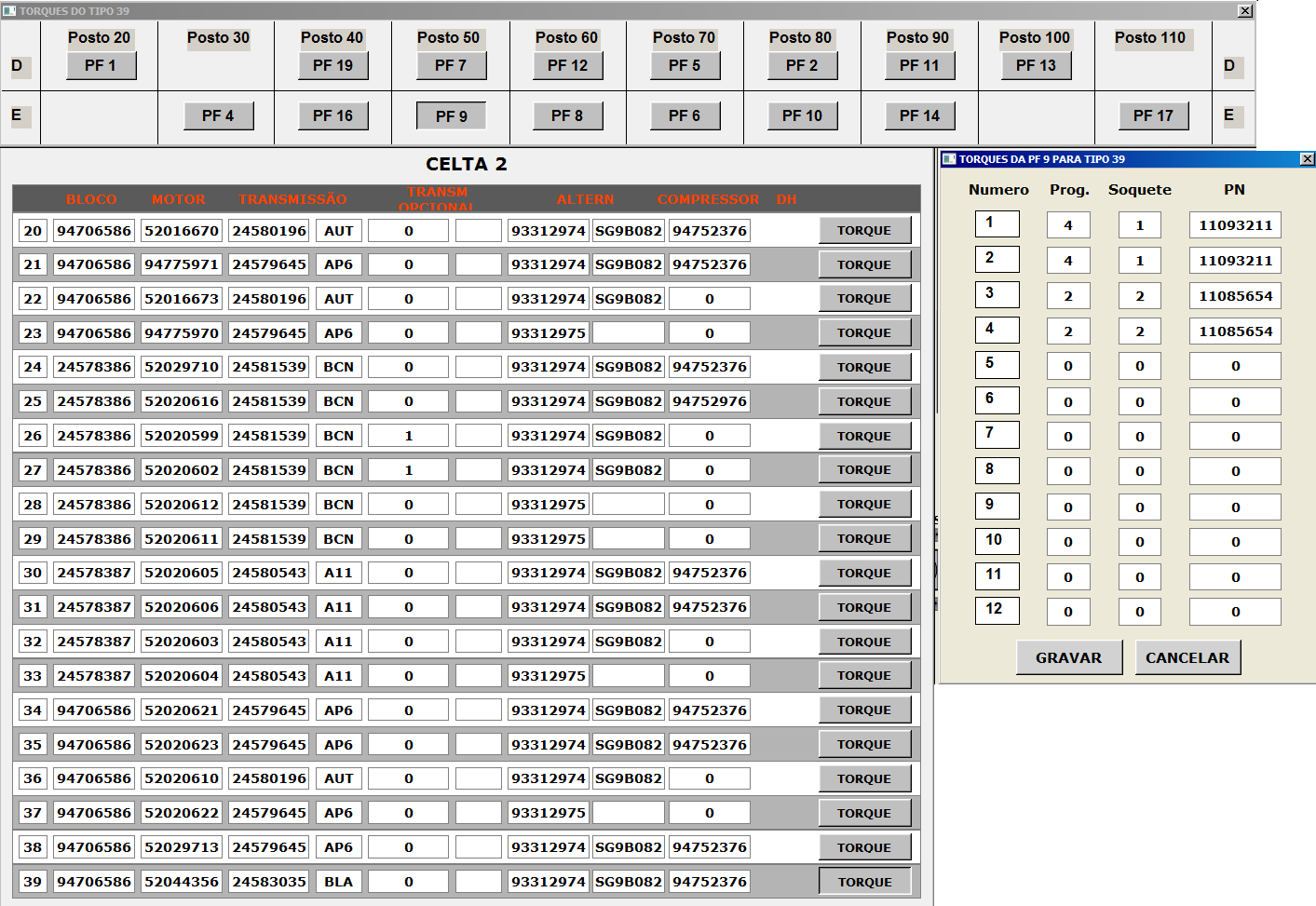
Figure 3. Programming screen for alternators, compressors, sockets, and other important elements on the production line
Finally, E3 also features an alarms system, viewed on an LCD screen, that allows monitoring the amount of engines to be manufactured and the ones that have already been manufactured on the turn, and the occurrence of errors during (SCRAP) or after (CARE) the manufacture process. Work performance can also be controlled via “Difference” board, where the values in green stand for the number of engines manufactured that surpass the goal while the ones in red stand for the ones that don’t.
Since the screen is located at the center of the plant, the alarms can be supervised remotely, which makes for faster, more secure diagnosis and resolution processes.
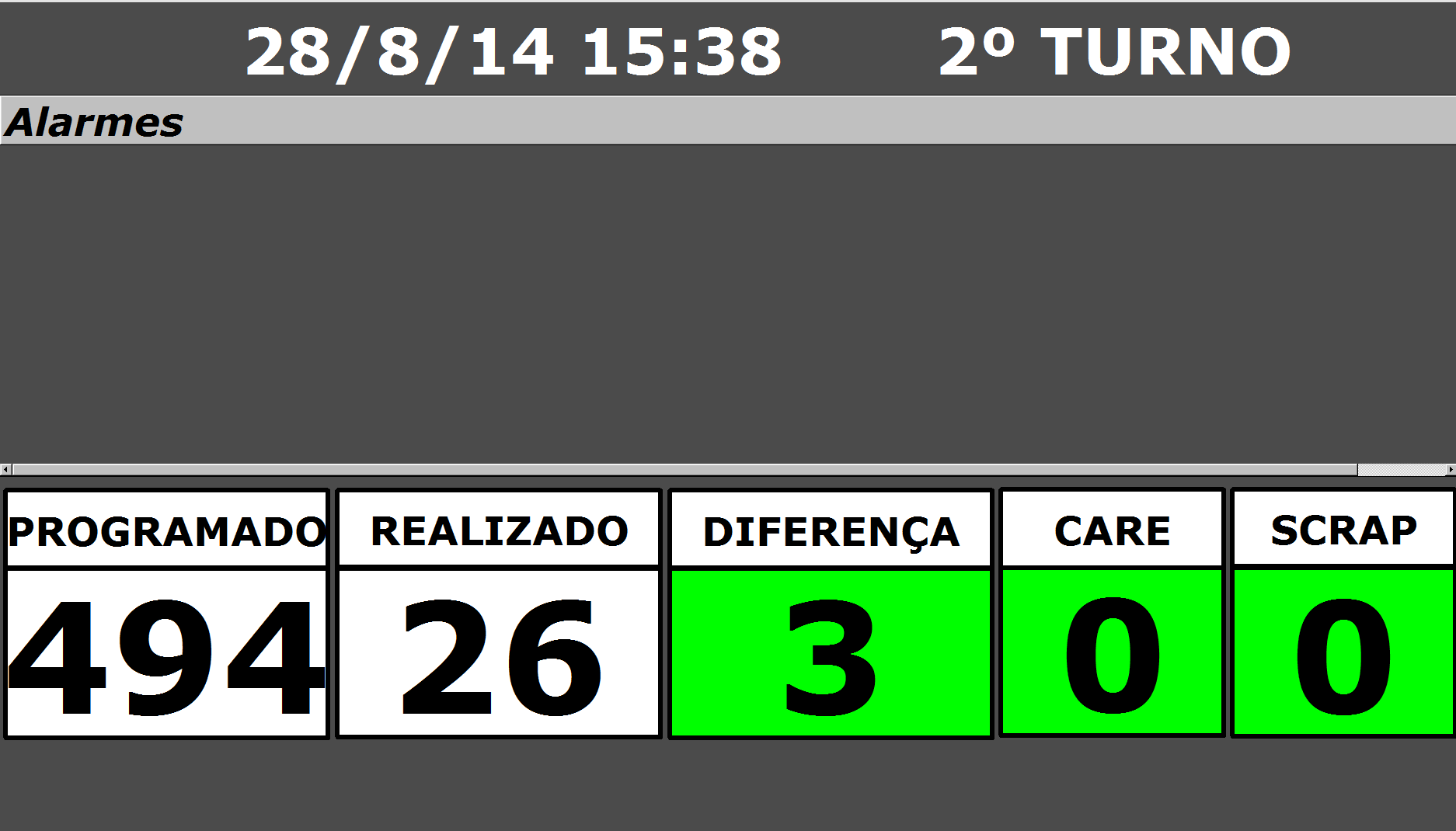
Figure 4. Alarms control LCD screen
Benefits
According to Mateus Marenco, CEVA Logistics’ projects analyst, the Elipse E3 application has brought many benefits to AVM, especially where plant maintenance is concerned, because the many different processes of the production line are tracked in a secure, fast, and precise manner.
“Should any issue appear in any of the 15 remote stations, E3’s screens will allow you to detect which one has failed, which in turn will let you fix it as quickly and accurately as possible,” he says.
Marenco has also pointed out that the operators can now log into the application to remotely fix issues that previously required the presence of skilled labor teams as another positive change brought up by Elipse E3.
See below the complee list of benefits:
- Production line’s online monitoring via E3 screens.
- Operators can now, via login, issue commands that previously required the presence of skilled labor teams.
- More efficient monitoring, which in turn makes for a more agile maintenance and problems solving on the assembly line.
- All variables of the productive process can be tracked in a secure and precise way.
Datasheet
Client: AV Manufacturing - Industry and Trade of Motor Vehicle Parts and Accessories Ltd.
Systems Integrators: TagInfo Software and Hardware Training and Maintenance Ltd.
Software: Elipse E3
Platforms: Windows Server 2008 R2 and Windows 7
Number of Copies: 3
I/O Points: 5000
I/O Driver: Zebra and Abcip
