Elipse E3 reduz os gastos com mão-de-obra na cromagem de cilindros da STIHL
Solução da Elipse Software permite que apenas nove operadores, por turno, controlem todas as etapas da cromagem realizadas em dois prédios que ocupam, juntos, uma área de 6 mil metros quadrados

Necessidade
Com produtos destinados aos mercados florestal, agropecuário, jardinagem, doméstico e de construção civil, a STIHL oferece uma ampla linha de ferramentas motorizadas portáteis que podem ser encontradas em mais de 2,4 mil pontos de venda distribuídos pelo Brasil. Com sede em São Leopoldo (RS), a empresa conta com 2 mil colaboradores, sendo a líder nacional em seu segmento.
Em busca de obter uma visão ampla do processo de cromagem dos cilindros, peça que integra os equipamentos motorizados da empresa, a STIHL decidiu utilizar o E3, solução da Elipse Software. Para implementar o sistema, a empresa contou com o auxílio da CRK Automação Industrial, especializada em automação industrial e na fabricação de máquinas especiais.
Desde 1991, a CRK tem atuado nas áreas de desenvolvimento de softwares, projetos elétricos e eletrônicos, montagem de quadros de comando e instalação de máquinas operatrizes. Conta também com serviços de montagem mecânica, usinagem e fabricação de dispositivos eletrônicos especiais para controle de processos.

Figura 1. Peça com o cilindro antes de ser cromado
Solução
A cromagem consiste no processo onde o cromo entra em contato com a câmara interna do cilindro tornando-a mais resistente à fricção contínua exercida pelo pistão. O processo de cromagem é realizado em dois prédios, localizados na sede brasileira da STIHL, em São Leopoldo (RS). O primeiro prédio comporta a realização da linha dois de cromagem, enquanto o segundo, a linha três. Ambos ocupam uma área fabril de 6 mil metros quadrados, a qual é controlada via apenas nove operadores por turno, seis na linha dois e três na três.

Figura 2. Interior do prédio que comporta a linha três de cromagem
O sistema de automação do E3 permite que os operadores monitorem e controlem todas as fases e equipamentos relacionados ao processo de cromagem. Um destes equipamentos são as bombas, responsáveis pelo envio de reagentes químicos às linhas de cromagem.
Através de uma tela, o software permite monitorar o status destas bombas onde verde significa que está ligada, vermelho em modo manual e amarelo em manutenção. Além disso, o operador pode saber há quanto tempo cada uma das bombas está em modo de operação, manutenção ou parada.
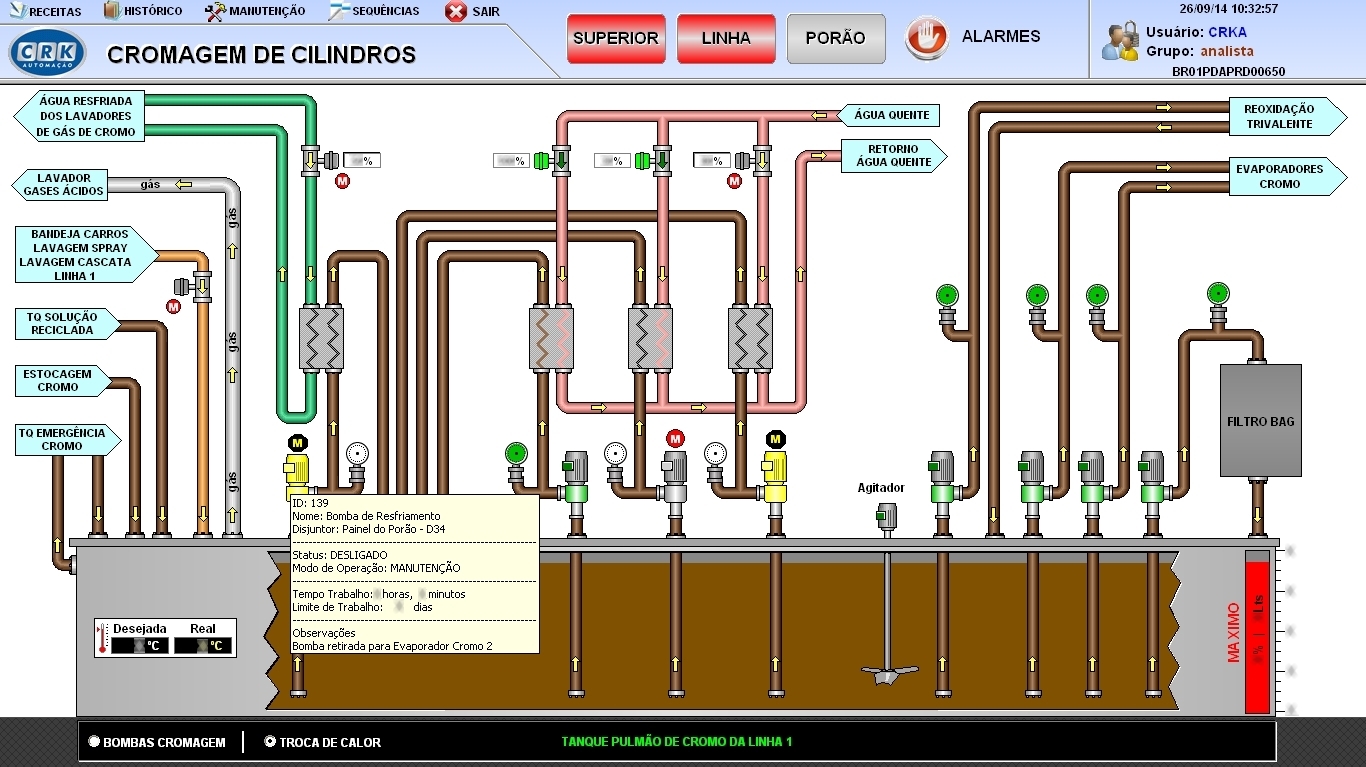
Figura 3. Tela com o pop-up indicando que a bomba 139 se encontra desligada e em manutenção
O controle dos pHs e temperaturas verificados nos tanques onde são feitos os banhos químicos de preparação do cilindro para cromagem, via ação dos reagentes enviados pelas bombas, é outro recurso disponibilizado pelo software. Além disso, o E3 permite monitorar os tanques onde são realizadas as trocas iônicas e catiônicas, processos cuja função é limpar e purificar os reagentes utilizados nos banhos químicos de modo que possam ser novamente utilizados sem a presença de contaminantes.
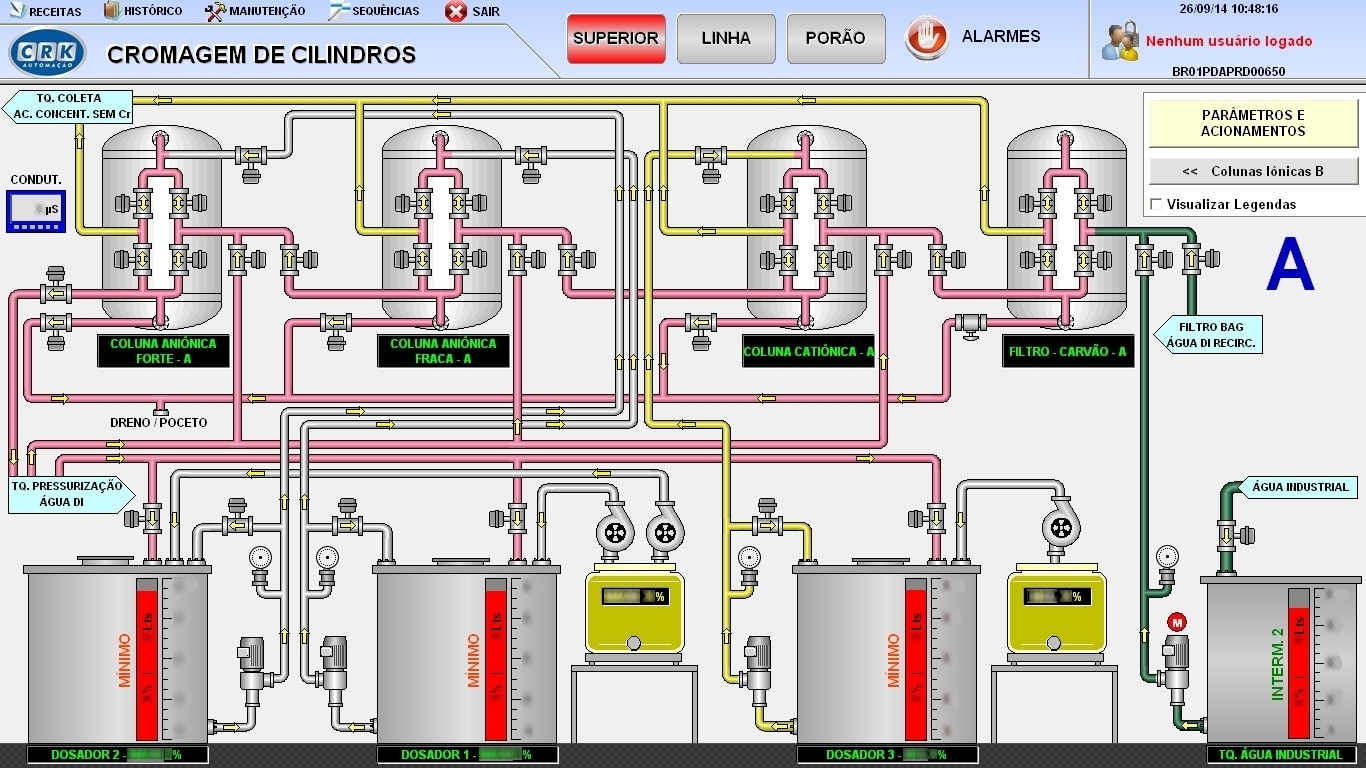
Figura 4. Tela de visualização do sistema de trocas iônicas e catiônicas
Como já foi mencionado, o software da Elipse permite que os operadores tenham um controle bastante amplo sobre todas as etapas do processo de cromagem, realizadas em três níveis das fábricas (porão, cromagem e superior). Na fase inicial, as peças com os cilindros a serem cromados são depositados em cestos onde passam por uma lavagem e preparação antes de serem armazenadas em dispositivos chamados de flightbar.
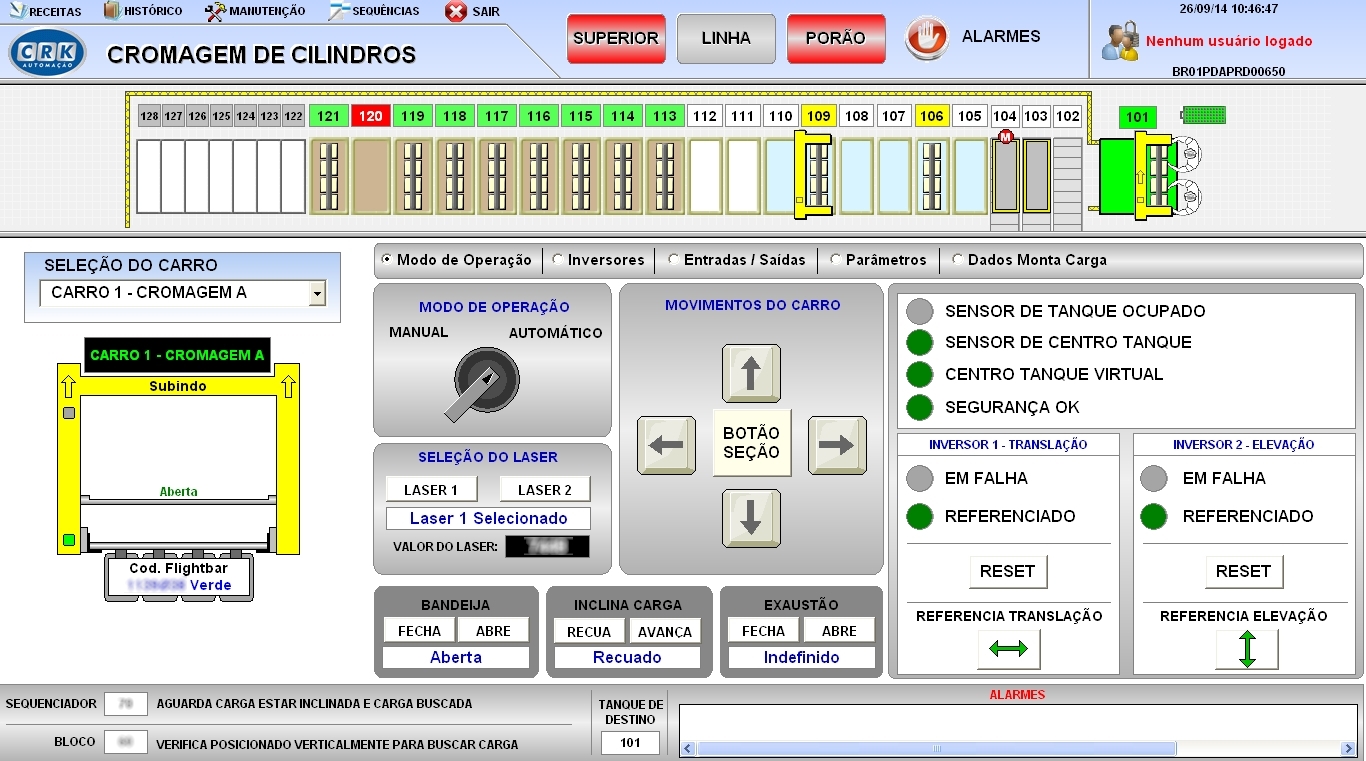
Figura 5. Tela de controle manual ou remoto dos carros que transportam os flightbars
Todas as peças depositadas em um mesmo flightbar são cromadas da mesma forma via ação dos retificadores. Estes equipamentos injetam tensão e corrente elétrica na peça, provocando o fenômeno da eletrodeposição que consiste na solidificação do cromo diluído e posterior adesão ao metal do cilindro. A calibração do retificador, tensões e correntes, assim como a movimentação dos flightbars são monitorados e parametrizados pelo E3.
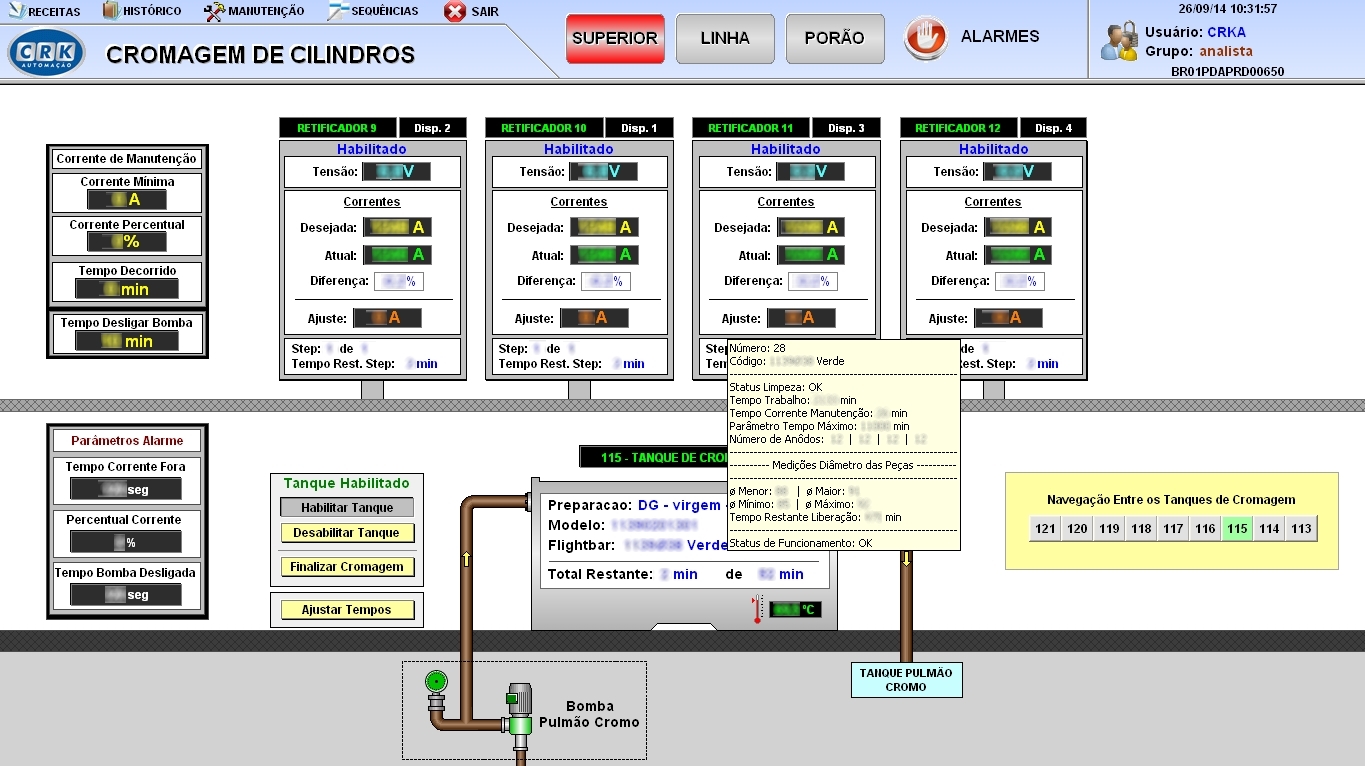
Figura 6. Tela exibindo as medidas de corrente e tensão emitidas pelos retificadores, entre outras variáveis relacionadas à cromagem que está sendo realizada no tanque 115
O mesmo controle exercido sobre as bombas, também vale para os retificadores onde o ícone branco representa que o equipamento está desligado; verde, ligado e vermelho, em estado de alarme. Caso o usuário deseje visualizar mais detalhes sobre um alarme, basta acessar a tela dos níveis de alarmes para verificar se o problema é de ordem crítica ou não.
O sistema de alarmes do E3 alerta os operadores caso seja verificada qualquer ocorrência nas linhas de cromagem. Exemplo, cada peça tem um período limite para ficar dentro dos tanques onde são feitos os banhos químicos. Caso este tempo seja ultrapassado, o E3 informa qual o flightbar que apresenta problemas para que a manutenção decida, ao final do processo, se as peças nele depositadas devem ser segregadas ou não.
Outra situação que exemplifica a importância deste sistema de alarmes pode ser verificada junto aos tanques. Cada um deles apresenta sensores que emitem um sinal de alarme caso a temperatura assinalada no seu interior não esteja dentro da faixa padrão para a cromagem. Assim, a manutenção pode agir de modo a corrigir com mais rapidez e eficiência, garantindo a qualidade do processo.
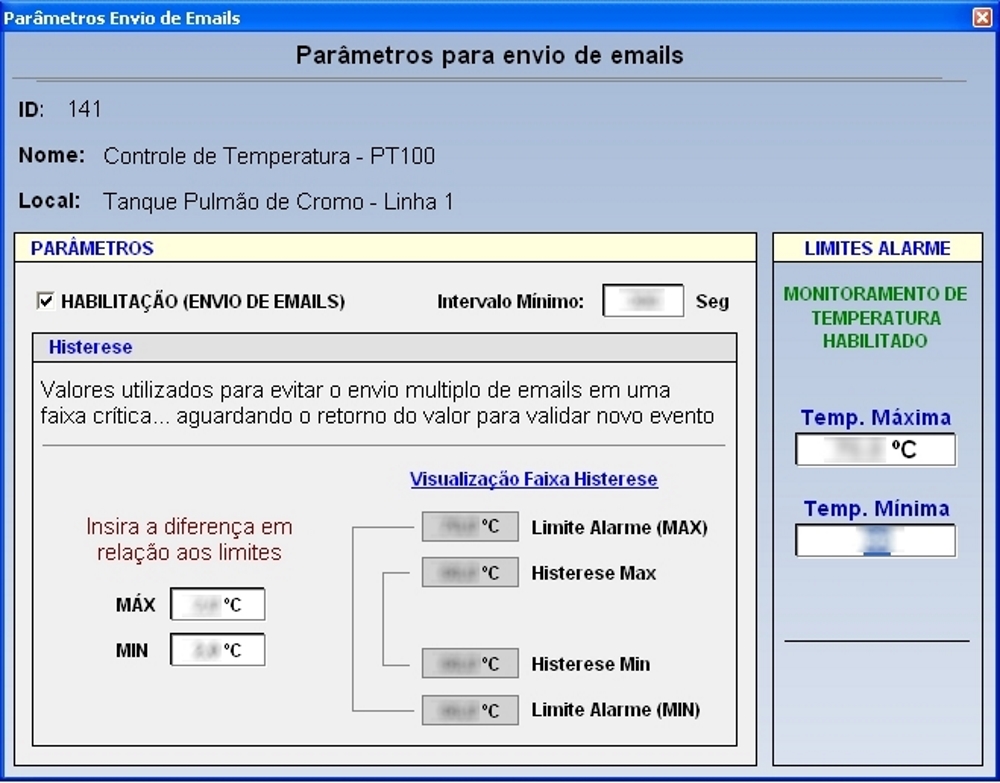
Figura 7. Caso a temperatura no interior deste tanque não esteja dentro da faixa padrão, um alarme é acionado
O E3 também permite monitorar o diâmetro e espessura final de cada um dos cilindros fabricados após a realização da eletrodeposição do cromo com vistas a verificar se podem ou não ser utilizados. Isto pela razão deste processo gerar um aumento na espessura final de cada peça e, consequentemente, uma redução no diâmetro interno, medidas que, caso estejam fora das consideradas normais, impedem a utilização do cilindro.
Encerrada a fabricação de um lote, o E3 imprime uma etiqueta onde são descritos todos os dados referentes à produção. São eles: temperaturas observadas nos tanques onde são feitos os banhos químicos, horas de entrada e saída das peças, tempo de preparação, alarmes, modelo, flightbar utilizado, correntes e o diâmetro final dos cilindros.
Para reforçar ainda mais este controle, o software possibilita monitorar todas as receitas dos modelos a serem cromados via históricos e gráficos. Neles, o operador tem acesso às informações sobre o modelo e quantidade de peças fabricadas, data/hora da produção, flighbars e tanques utilizados, tempos de manutenção e de trabalho, temperaturas, entre outras variáveis relacionadas à cromagem.
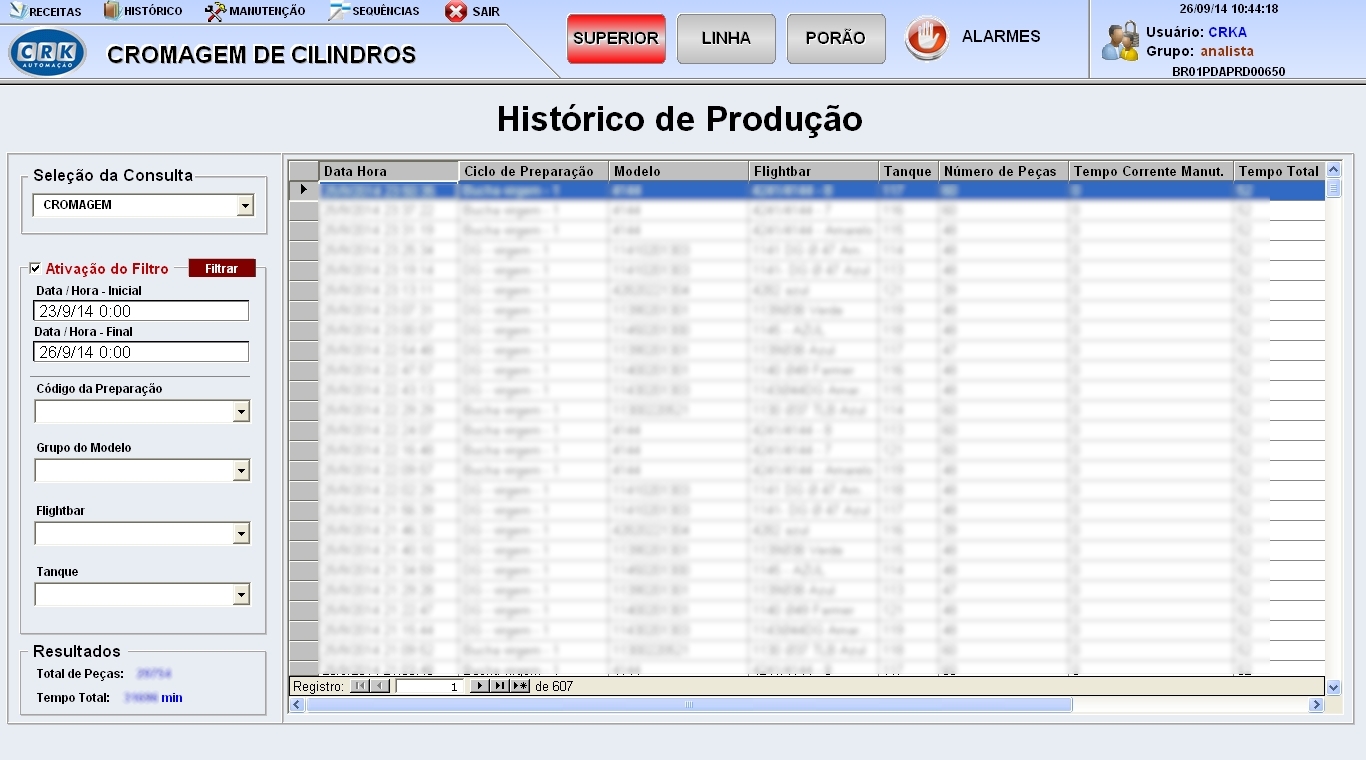
Figura 8. Histórico da produção
Vale salientar que toda a linha de fabricação, desde os banhos químicos até a cromagem, é realizada seguindo uma ordem de produção, editada pelo software, responsável por definir os intervalos de tempo existentes entre cada entrada e saída de lote. O objetivo deste controle é evitar que um lote se sobreponha a outro e impedir que haja intervalos muito grandes entre a fabricação de cada um deles, agregando, assim, mais velocidade e organização ao processo.
Outro ponto que merece ser destacado se refere aos cuidados da STIHL com o tratamento dos gases resultantes da ação dos reagentes químicos ao longo da cromagem antes de serem lançados à atmosfera. O mesmo cuidado é feito em relação à água usada no processo, via uma Estação de Tratamento de Efluentes, para que, uma vez purificada, possa ser usada em uma nova cromagem.

Figura 9. Exaustores usados para tratar o ar proveniente do processo de cromagem antes de lançá-lo à atmosfera
Benefícios
- Redução dos custos na compra dos reagentes utilizados nos banhos químicos do processo de cromagem.
- Diminuição no número de profissionais necessários para controlar o processo.
- Visão ampla do processo de cromagem através das telas e históricos de receitas e alarmes do E3.
- Controle das bombas responsáveis pelo envio dos líquidos e reagentes utilizados nas etapas de preparação e cromagem.
- Monitoramento das temperaturas e pHs dos reagentes químicos usados na cromagem.
- Controle das cargas elétricas e tensões geradas pelos retificadores.
- Controle do tratamento dos gases resultantes do processo de cromagem antes de serem lançados à atmosfera.
- Controle do tratamento da água utilizada na cromagem para que, uma vez purificada, possa ser usada em um novo processo.
- Sistema de alarmes que alerta os operadores caso haja uma ocorrência ao longo do processo.
- Controle dos carros e flightbars, dispositivos usados no transporte das peças com os cilindros a serem cromados.
- Monitoramento da espessura e diâmetro interno dos cilindros cromados com vistas a definir se poderão ou não ser utilizados.
Ficha Técnica
Cliente: STIHL Ferramentas Motorizadas Ltda.
Integrador: CRK Automação Industrial Ltda.
Software : Elipse E3
Plataformas: Windows 7 - 64 Bits e Windows XP - 32 Bits
Número de cópias: 12
Pontos de I/O: 20 mil
Driver de comunicação: Simatic Net
